In coil metallo processus industriae;sheet metallum slitting machinisad longitudinaliter varias globos metallorum secantes, late in subtilibus materiis rudium, ut ferrum, aluminium, cuprum. Summus effectus professionalis schedae metallicae lineae in sculpendis industriae velocitates pervenire possunt usque ad 230 m/min, ut firmitatem et praecisionem totius schedae metallicae machinae sculpentis altae operationis, signanter emendans efficiendi efficientiam coilum metallicum, ac necessitates occurrentes magnae scalae, altae subtilitatis productionis industriae.
Multi usores intendunt maximam celeritatem operandi schedae metallicae lineae incisae in emendis et utendis. Attamen celeritas ipsa operativa schedae metallicae machinae incisae non figitur et multiplicibus factoribus constringitur. Ut plene utendum 230 m/min summa celeritate perficiendi lintei metalli incisae, necesse est comprehendere varias nuclei factores qui celeritatem operantem afficiunt.
I) Material Crassitudo
Quo maior crassitudo materiae metalli, eo maior vis tonsura et compressiva requisita estsheet metallum slitting machinainde in apparatu majori onere. Summus celeritas operatio facile potest ad incisionem et schedam misalignment imperfectam ducere. Cum igitur in spissis metallis gyris dispensandis, machinae scillae celeritas operandi reducenda est ad qualitatem incidendam.
II) materia distrahentes vires
Vires materiae metallicae altae sunt ut chalybs immaculata, et fortitudo chalybs alta sunt dura et difficilia secare, signanter augens onus secans in schedae metallica laminarum lineae incisae. Princeps celeritatem operandi cogens ferrum lapsum acceleret et defectus lappas causant. Ergo materias summus vires dispensando directe reducit maximam celeritatem operandi tutam schedae metallicae machinae incisae.
III) Superficies friction
Variationes in levitate et textura superficiei coil metallici directe tensionem et tractionem in incisura habena mutant. Nimia frictio detractionem impeditivam facere potest, at frictio insufficiens labi lapsus causare potest, utrumque impedit stabilitatem schedae metallicae lineae sculpentis ad celeritates altas.
IV) Material qualitas
Si globulus metallicus inaequalem crassitudinem vel defectum superficiei habet, quales sunt exaspationes, labefactationes, vel rugae, vis inaequalis occurret in magna celeritate sectione per lineam schedae metallicae incisae. Ad exiguum evitandum et instrumenta secanda tuenda, operans proactive velocitatem schedae metallicae machinae incisae reducet, efficientiam productionis graviter restringens.
I) laminae Sharpness
Hebes ferrum insheet metallum, slitting lineSignanter auget frictionem secans, magnam vim caloris in operatione generans. Hoc non solum lappas et deformationes in schedae metallicis oras creat, sed etiam onus operativum in apparatu auget, vi schedae metallicae celeritatis incisae machinae limitans. Solum servando ferrum acutum et integrum potest machina scilla in magna celeritate continue operari.
II) Motor Power
Potentia motoria afficit schedam metallica schedulae incisurae potentiae output. Virtus motorum curvis et explicantis directe determinat maximam vim instrumenti tractus. Potestas insufficiens non potest tensionem habenae ad celeritates altas sustinere, directe schedam metallicam machinae incisae ad celeritatem operantem captivum.
I) Tensio Imperium
Sheet metallum slitting machinisinstructa cum accurata automatis tensione systemata temperantia dynamice adaptare potest tensionem habenam in tempore reali, difficultates eliminatis ut remissa, trahens, et misalignment causata per tensiones fluctuationes, ut schedae metallicae lineae decisae stabilis velocitatis statum operantem conservat.
II) Caput Gratia diei et noctis
Pauper nucleus alignment in scheda metallica incisurae machinae inaequalis ambages et inconstans tensionem in volumine materiali faciet. Per altum celeritatem operandi, hoc facile potest ad misalignment volvere et collapsum volvere, instrumenta ad retardare vel etiam desinere cogere.
Maximus factor restricta altiore productio efficientiamsheet metallum slitting machinisceleritatem non secans, sed tempus non productionis. Traditional sheet metalli incisurae lineae tempus consumunt et proni sunt ad tempus in oneratione, mucrone mutando, et processibus explicandis, significanter altiorem facultatem reducendo. Hanc industriam doloris punctum alloquens, FERRUM FERRUM REGNUM LINTEUM specie optimized schedae metallicae machinae fabricationis incisae, comprehendendo tempus non productionis minuendi.
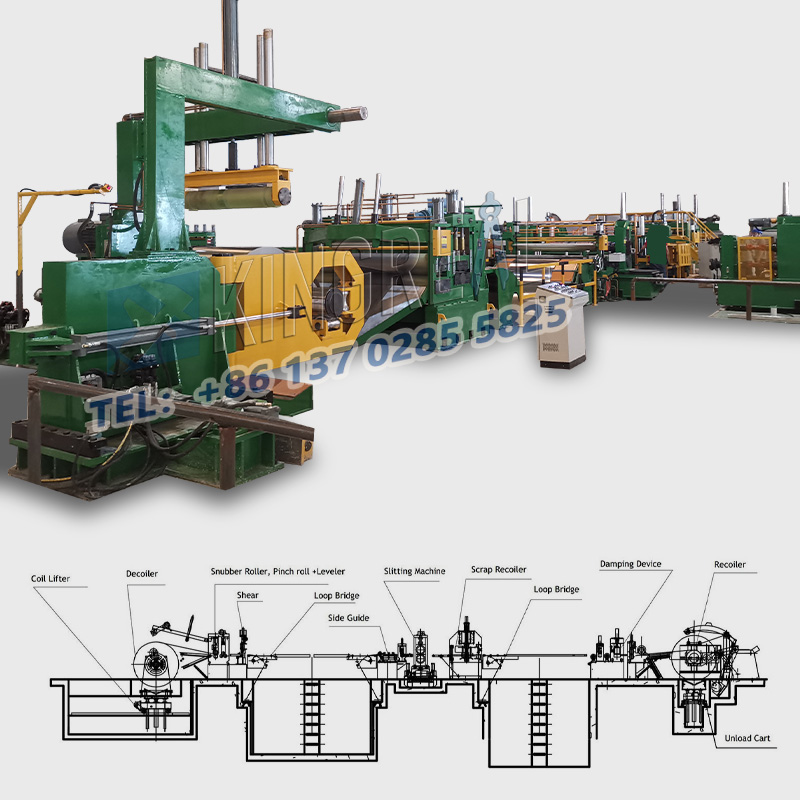
I) Processus Loading
REGNALIS FERRUM STRICTOR potest ornare chartam metallicam lineas incisas multis suggestis repono. Postquam schedae metallicae machinae incisurae conficit, currentem volumen materiae expediendo, suggestum repositum celeriter novos rotulos ad operabilium transferre potest, necessitatem machinae longioris temporis dum onerationis expectans eliminat. Eodem tempore operarii libros novos ad tabularium repositionis otiosorum postea usui erigi possunt. Totus processus inconsutiles est, signanter minuendo schedam metallica incisurae onerandi et morandi tempus.
II) Mutans ferrum
Schedum metalli incisurae machinae duplicem rimas capitis structuram notat. Dum unum caput rimas celerrime agit, operarii scapulas in alterum capitis offline rimas mutare, aptare et calibrare possunt.
III) Unloading
FERRUM REGNUM SCHISMATICUS scheda metallica incisa linea instructa est trulla piano-typo et bracchio transversali turntile coil-repono. Postquam schedae metallicae machinae incisae inciso volumine materialium finitur, atro-typus piano-typum confectum linteum cito transfert ad bracchium crucis turntile coil-repono pro offline fasciculo et repositorio. Trudit ergo cito resets, paratus est adiuvare schedam metallicam linea in altera productionis rotundae. Totum processum nullum apparatus downtime expectans exonerare requirit.
Ut summus perficientur apparatu processui, FERRUM FERRUM REGNUM LUSTRUMsheet metallum slitting machinamaximam velocitatem stabilem operandi 230m/min gloriatur. Valde accommodatum est et efficaciter varias globos metallorum sculpere, inclusa chalybe immaculata, linteamen galvanizatum, habena aeris frigida revoluta, et aluminium habena. Operatores compositionem schedae metallicae schedulae incisae lineae principalium scapulorum molliter accommodare possunt, et secundum necessitates productionis spacers, gyros diversarum latitudinum confectarum expediendo. A praecisa tensione processus clamping tunc perfectam rewinding schedae metallum consequitur.
Dum ad productionem ultra-altam celeritatem 230m/min assequendum, FERRUM STRIDUM scheda metallica incisurae machina obtinet, signa alta praecisionis incisurae, effectionem efficientiam librans et qualitatem operis effecti, perfecte accommodans ad varias summus praecisiones, summus voluminis metalli coil processus missionum.
Ad necessitates nativus celeritatem altam, alta praecisione sheet metalli incisae lineae, pete regem FERRUM STRICTOR directe!